Applications
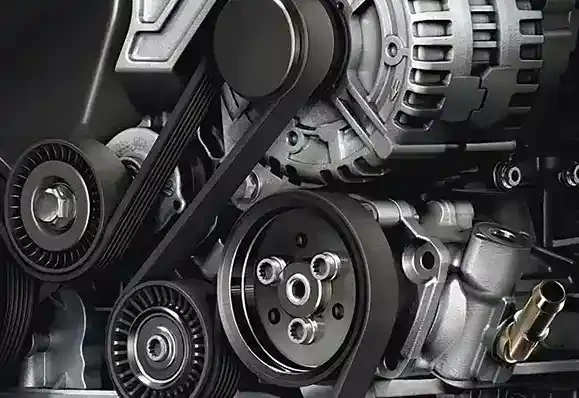
belt drive
...
2025-08-14 17:21
1846
Applications
2. Durability Made from high-quality rubber and reinforced with materials such as polyester or steel, 5pk belts are designed to withstand extreme temperatures and pressures. Their robust construction provides resistance to wear and tear, making them a reliable choice for many vehicles.
4. HVAC Systems In heating, ventilation, and air conditioning (HVAC) systems, synchronous belts help power fans and compressors, ensuring that air circulation is both efficient and reliable. Their low noise operation is particularly advantageous in residential and commercial environments.
Conclusion
Moreover, as the digital landscape shifts towards a more interconnected global environment, ensuring that data is accurately and securely transmitted across borders will be key. Understanding how to navigate and implement encoding practices effectively will empower individuals and organizations to thrive in this digital age.
Fazit
Neglecting the timing belt can lead to severe consequences. If the belt snaps while driving, it can cause the engine's pistons and valves to collide, resulting in extensive internal damage that could require a complete engine overhaul or replacement. Such repairs can be costly, far exceeding the price of regular maintenance and timely replacement of the timing belt.
4. Automotive Applications Some automotive designs utilize small flat belts to drive auxiliary systems, significantly optimizing the engine's performance and overall vehicle efficiency.
The story of Japanese car engines began in the aftermath of World War II. During the 1950s and 1960s, Japan's automotive industry was gradually taking shape. Manufacturers like Toyota, Nissan, and Honda were focused on producing affordable vehicles that could cater to the burgeoning domestic market. Early engines were relatively simple, often modeled after pre-war designs, but they laid the groundwork for future innovations.
A timing belt is a rubberized belt with teeth that synchronizes the rotation of the crankshaft and camshaft within an internal combustion engine. This synchronization ensures that the engine's valves open and close at the proper times during each cylinder's intake and exhaust strokes. An efficient timing belt is essential for optimal performance, fuel efficiency, and overall engine health.
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
a. Performance Curves:
When designing pumps for deep pit applications, structural engineering plays a crucial role in ensuring reliability and efficiency. The vertical orientation of these pumps must be supported by a sturdy framework that can handle the stresses associated with deep pit operations. This includes ensuring that the pump’s foundation is secure and that the piping system is properly aligned to prevent vibrations and other operational issues. Additionally, the materials used in constructing vertical multistage centrifugal pumps must be carefully selected to resist corrosion and wear. By considering these structural engineering factors, designers can optimize the performance and durability of vertical slurry pumps in deep pit applications.
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
A pump wet end replacement involves changing out the parts that come into direct contact with the pumped fluid, including the impeller, casing, and liners. Determining the best time to perform this replacement requires careful analysis of the pump’s operating conditions, the wear rate of the components, and the criticality of the pump in your process. By tracking runtime hours, monitoring performance metrics, and assessing wear patterns, you can develop a replacement schedule that minimizes downtime and ensures continuous operation. This strategy not only helps to maintain pump efficiency but also reduces the long-term cost of ownership by preventing major failures.
- Input your slurry properties and operating conditions into the software to get recommended pump models.
a. Performance Curves:
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
4. Check Pump Performance Curves
b. Operating Conditions:
Maintenance of sewage pump impellers is also vital for ensuring their longevity and functionality. Regular inspection can help identify wear or damage, and timely replacement of worn-out impellers can prevent pump failures and costly repairs. Moreover, keeping the impeller clean from debris buildup ensures optimal performance.
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
Materials: Liners are often made from high-chrome alloys, rubber, or other wear-resistant materials.
Wear plates are installed within the pump casing to protect the surfaces from the erosive wear caused by the particles in the slurry. These plates can be easily replaced when worn, allowing for maintenance without needing to replace the entire pump. Some wear plates are designed to be adjustable to optimize the pump's performance by fine-tuning the clearance around the impeller.
Another critical factor in impeller design is the material used for construction. Sewage pump impellers can be made from various materials, including cast iron, stainless steel, or thermoplastics. The choice of material depends on the chemical composition of the waste being pumped. For example, stainless steel impellers offer excellent corrosion resistance, making them suitable for applications involving harsh chemicals.
Wear Factors: Casings can wear down due to the abrasive slurry and need regular inspection and maintenance.
3. Wear Plates

By following these steps, you can quickly and effectively select a slurry pump model that meets your specific requirements. Utilizing manufacturer resources such as selection charts and software, understanding your application’s detailed needs, and consulting with experts are key components in making a well-informed and timely decision. Contact us today to learn more about our slurry pump models and how we can assist you in the selection process.
b. Selection Software:
Expand product application areas and shorten the conversion cycle of new product contracts. With the successful development of the company's first 300FMM-B90 froth slurry pump, combined with the results of market research, so far, MineMaxx has again completed the technical reserve of three new products of froth slurry pump, and completed the design of 65MZJ froth slurry pump, realizing the full coverage of conventional pump types. Recently, MineMaxx signed a contract with a company in Hangzhou for two sets of 100FZJ-B50 froth slurry pumps. The products involved in the contract are the new products of the company's technical reserve project. After receiving the contract, the relevant departments of the company quickly carried out work, and completed the technical transformation of all new product contracts in only three days, providing strong technical support for the delivery of subsequent new product contracts.
- Consider the type of seal (e.g., mechanical seals, packing) based on the slurry's properties and operating conditions.
High pressure vertical pumps are designed to handle fluids at high pressures and are often used in applications where space is limited. These pumps are typically installed vertically, which allows them to have a smaller footprint compared to their horizontal counterparts. The vertical design is particularly advantageous in environments where floor space is at a premium, such as in high-rise buildings or industrial plants with constrained layouts. These pumps are known for their ability to deliver high pressure with minimal energy consumption, making them an efficient choice for systems that require constant, reliable pressure. By optimizing the design of high pressure vertical pumps, engineers can ensure that these pumps provide robust performance in demanding applications.
Selecting the right type of impeller is essential for the pump's performance. For instance, if a pump is expected to handle a high volume of sewage containing large solids, an open impeller would be more effective. Conversely, if the pump is mainly handling gray water with minimal solids, a semi-open or enclosed impeller would suffice.
a. Manufacturer’s Support:
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
When designing pumps for deep pit applications, structural engineering plays a crucial role in ensuring reliability and efficiency. The vertical orientation of these pumps must be supported by a sturdy framework that can handle the stresses associated with deep pit operations. This includes ensuring that the pump’s foundation is secure and that the piping system is properly aligned to prevent vibrations and other operational issues. Additionally, the materials used in constructing vertical multistage centrifugal pumps must be carefully selected to resist corrosion and wear. By considering these structural engineering factors, designers can optimize the performance and durability of vertical slurry pumps in deep pit applications.
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.