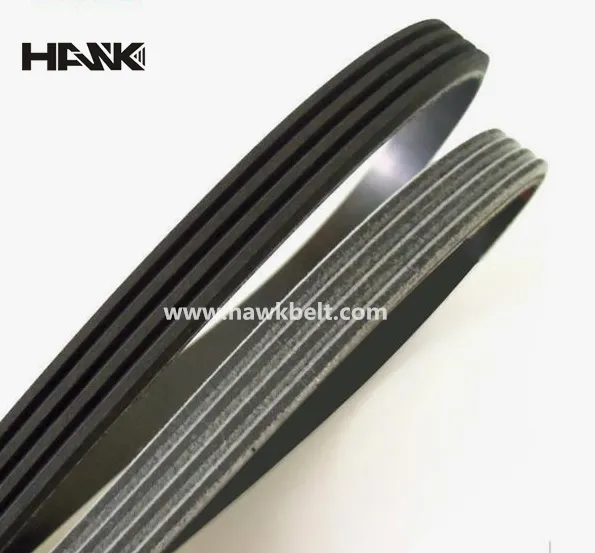
- Visible Wear Inspect the belt for cracks, fraying, or other visible damage. If you notice signs of wear, it is crucial to replace the belt promptly.
...
2025-08-15 03:12
419